Asme Section Viii Radiography Acceptance Criteria Pdf
Entendamos juntos los criterios de aceptación radiográfica según la Sección VIII del Código ASME. Esta sección se centra en los recipientes a presión, y la radiografía es una forma importante de asegurar que las soldaduras en estos recipientes sean seguras y fiables. Usaremos la referencia a un PDF típico, pero el conocimiento aquí es aplicable en general.
¿Qué es la Radiografía y por qué es Importante?
La radiografía, o inspección radiográfica, es una técnica de ensayo no destructivo (END) que utiliza rayos X o rayos gamma para examinar el interior de una soldadura. Piense en ello como una radiografía de huesos, pero para metal. Revela defectos internos como porosidades, inclusiones de escoria y fisuras. Es crucial porque estos defectos pueden comprometer la integridad del recipiente a presión, causando fallas.
Sección VIII: El Manual del Recipiente a Presión
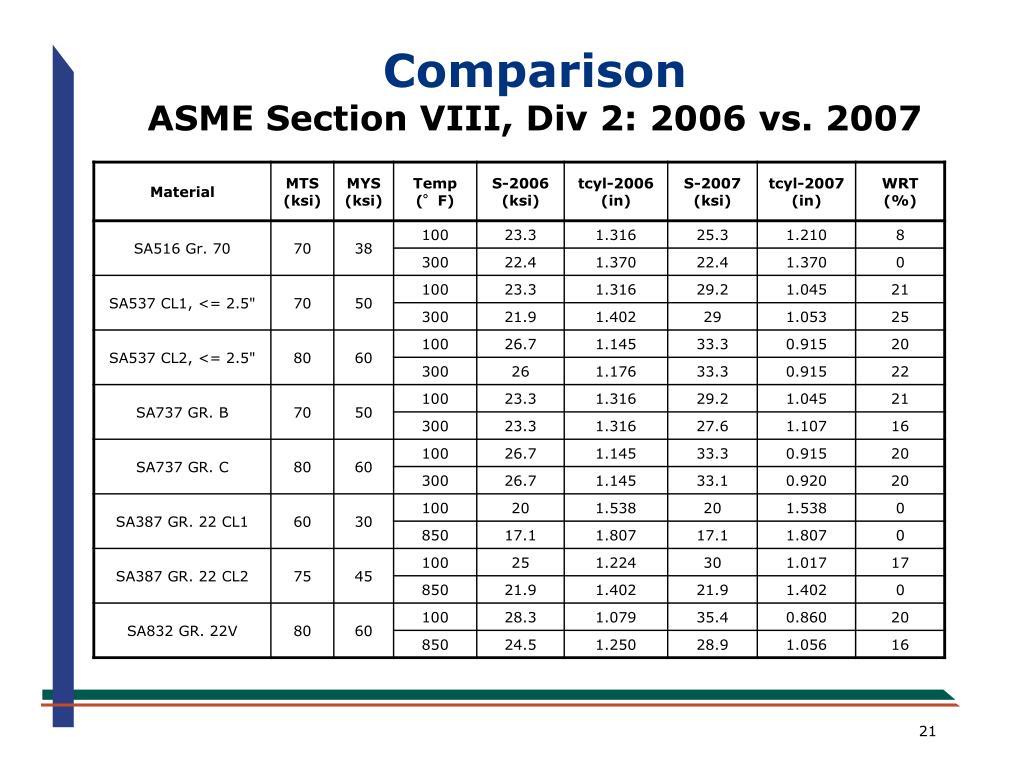
La Sección VIII del Código ASME (Sociedad Americana de Ingenieros Mecánicos) proporciona reglas para el diseño, la fabricación, la inspección y las pruebas de recipientes a presión. Dentro de esta sección, el PDF de criterios de aceptación radiográfica específica qué tipo de defectos son aceptables y cuáles no, basándose en su tamaño, número y ubicación.
Must Read
Paso a Paso: Interpretando los Criterios de Aceptación
Aquí está una guía simplificada para interpretar estos criterios:

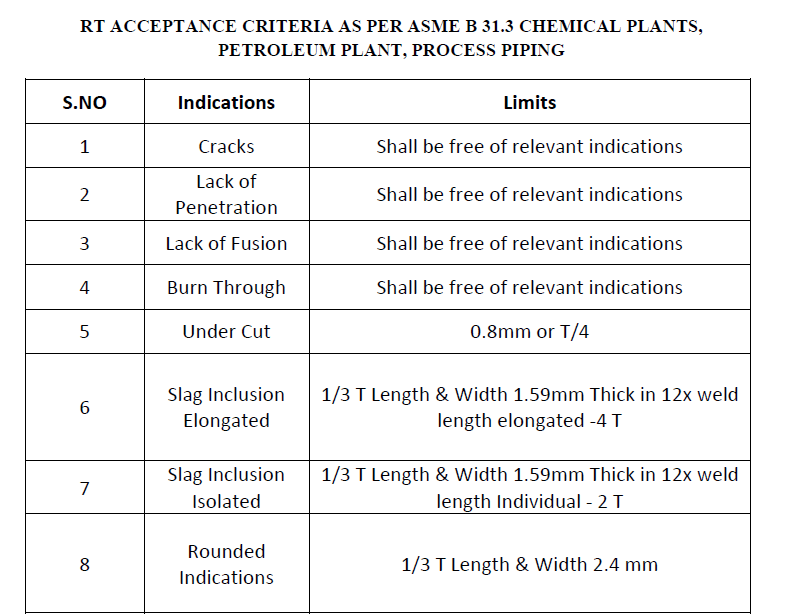
- Identificar el tipo de defecto: ¿Es una porosidad (pequeñas burbujas), una inclusión de escoria (material no metálico atrapado), una fisura (grieta), o algo más? El PDF tendrá definiciones claras.
- Medir el tamaño del defecto: El tamaño del defecto (longitud, anchura) es un factor crítico. Una pequeña porosidad podría ser aceptable, mientras que una fisura, incluso pequeña, casi siempre es motivo de rechazo.
- Determinar la frecuencia y la distribución: ¿Cuántos defectos hay en una longitud dada de soldadura? ¿Están dispersos uniformemente o agrupados? El PDF especificarán los límites de la agrupación y la frecuencia permitida.
- Referencia al PDF: El PDF de criterios de aceptación tendrá tablas o reglas específicas para cada tipo de defecto. Localice la sección correspondiente al defecto que ha identificado.
- Comparar con los criterios: Compare las dimensiones y la distribución de los defectos encontrados en su radiografía con los límites permitidos en el PDF. Si los defectos exceden estos límites, la soldadura debe ser reparada y reinspeccionada.
Ejemplo Práctico: Porosidad
Imagine que su radiografía muestra porosidad. El PDF podría decir que la porosidad redonda (pequeñas burbujas redondeadas) es aceptable si no excede un cierto diámetro y si no hay más de X número de porosidades en cada pulgada de soldadura. Si las porosidades en su radiografía cumplen con estos requisitos, la soldadura pasa la inspección. Si exceden los límites, debe repararse.
Puntos Clave a Recordar
- La seguridad es primordial: Los criterios de aceptación están diseñados para garantizar la seguridad y la fiabilidad de los recipientes a presión.
- Conocer el Código ASME: Familiarícese con la Sección VIII y los documentos asociados.
- La experiencia es importante: La interpretación de radiografías requiere experiencia. Consulte con inspectores radiográficos certificados.
- Documentación: Mantenga registros precisos de las radiografías y las evaluaciones.
Entender los criterios de aceptación radiográfica es fundamental para garantizar la calidad y la seguridad de los recipientes a presión. Estudie el PDF de criterios de aceptación de cerca, busque la experiencia de profesionales y recuerde que la precisión es clave.